Friday, September 26, 2014
Car Fuel Efficiency Enhancer Circuit
The presented fuel efficiency enhancer circuit can be installed in your car dashboard and used for visualizing the optimal engine speed while driving, this will ensure that your car is never exceeds the higher or the lower inefficient regions of the specified engine speeds of your vehicle.
To augment the visual indication of the flashing red LEDs when the engine speed becomes too high, a tone generator (not exactly stereo hi—fi) has been provided. The generator is switched on and off in time with the red LEDs. Diode D6 applies the high level at the output of A4 to frequency·determining network R19/Fl20/C10. A 555 timer, lC3, connected as a rectangular-pulse oscillator generates an audio signal. As the output (pin 3) of IC3 is logic high during nonoperation, capacitor C11 has been connected in series with the loudspeaker: otherwise a constant direct current would flow through R21 and the loudspeaker. Resistor R21 limits the pulsating current during operation of the alarm. This shows yet another unwelcome aspect of the 555: it reacts to a low logic level at its input (pin 2) but not to a trailing edge, which in some cases would be very useful. As long as the voltage at pin 2 is smaller than 0.7 L the output of IC3 (pin 3) remains logic HIGH! This is something to bear in mind if ever you have difficulties with one of your own designs based on the 555
The basic setting (that of P1) has already been discussed: it is valid for most family cars with a maximum safe engine speed of around 6000 rev/min. Next, you need some information from your cars workshop manual. lf you have no copy of this, you should be able to get the information from the supplier or manufacturer.
What you need to know regarding this car fuel efficiency enhancer circuit is : a) maximum engine speed, Nmax rev/min; this value should never be exceeded to prevent possible serious damage to the engine; if you want to be kind to the engine, take the maximum rev/min for the present purpose at a somewhat lower value than that stated by the manufacturer; b) limits of the economic range, N] and N2 (see figure 47), of engine speed; depending upon the type of engine, these limits lie usually at 90. . .95 per cent of maximum moment. Here you have to be a little careful: when this range is kept too narrow (particularly with small engines), it will be difficult to drive within these limits. On the other hand, when it is too wide, you can hardly talk of an optimum range any more. If you have any doubts about all this, have a quiet word with the foreman or manager of your regular service station about where he thinks these limits lie.
Our sample engine had the following limits: N1 = 3000 rev/min; N2 : 4000 rev/min; Nmax : 5800 rev/min. c) the engine speed for a contact breaker frequency of 100 Hz. You may actually calculate this easily when you know how many cylinders your engine has and whether it is a four-stroke or a two-stroke type. If is the frequency of the contact breaker in Hz, N is the engine speed in rev/min, and Z is the number of cylinders, f = NZ/120 (four—stroke), orf = NZ/60 (two-stroke) Everything is now ready for the calibration. The setting of P2 (5 V at MP2) is the yardstick for all further settings: 5 V at l/IP2 correspond to Nmax = 5800 rev/min (set with P2); N1/Nmax 5 V = 3.1 V correspond to N1 = 3000 rev/min (set with P4); N2/Nmax 5 V = 3.8 V correspond to N2 = 4000 rev/min (set with P3). Calibration of the rev counter (strictly, frequency/voltage converter) has already been carried out with the 100 Hz generator.
 Capacitor C2 should only be adapted to your vehicle if the engine (four cylinder and four-stroke) has a maximum speed of much higher than 6000 rev/min. The correct value for C2 is calculated from: C2n€W = 200/fmax x 68 nF = 6000 x 68/Nmax x Z nF Fitting the car fuel efficiency enhancer unit in the car is relatively simple. Plug PL1 must be connected be/7/hd the ignition switch so that the unit is only switched on when the ignition is on. Plug PL3 must be connected to a good earth/hg po/ht (=car body = negative terminal of battery). Plug PL2 must be connected to the contact breaker (take off at the ignition coil) with a screened cable. The screen of this cable must on/y be connected to earth in the economy indicator unit.
Capacitor C2 should only be adapted to your vehicle if the engine (four cylinder and four-stroke) has a maximum speed of much higher than 6000 rev/min. The correct value for C2 is calculated from: C2n€W = 200/fmax x 68 nF = 6000 x 68/Nmax x Z nF Fitting the car fuel efficiency enhancer unit in the car is relatively simple. Plug PL1 must be connected be/7/hd the ignition switch so that the unit is only switched on when the ignition is on. Plug PL3 must be connected to a good earth/hg po/ht (=car body = negative terminal of battery). Plug PL2 must be connected to the contact breaker (take off at the ignition coil) with a screened cable. The screen of this cable must on/y be connected to earth in the economy indicator unit.
All cables should be fixed securely to prevent movement and away from moving or hot parts. As it may be that the value of R2 has to be adapted to your car, one of the LEDs may light momentarily totally independently from engine speed. This slight malfunction is soon put right by reducing the value of R2 in steps (minimum value 4k7). lf a rev counter is fitted in the car, you can readily check (and, if necessary, correct) the setting of P1. This can, of course, also be done at your local service station with a test rev counter.
lt’s up to you now to recover the cost of the economy indicator from improved petrol consumption, but, of course, the indicator cannot tell you whether your tyre pressures are correct, whether the engine timing is right, whether the carburettor is adjusted properly, and so on. And, need it be said, racing-type move offs from traffic lights, and screeching to a halt at the next set do not improve your consumption figures. You will soon get used to driving with an eye on your economy indicator and discover that you normally travel just as quickly economically as with those fast get·aways. The often heard remark that economy drivers are traffic obstacles is, you will find, totally unfounded.
lf your car has no space where you can mount the indicator in good view, get a small plastic case and just mount the LEDs in this. This little unit can then be mounted in the instrument panel and connected to the main unit (which is mounted anywhere there is space) by a suitable multi core cable. A tip. It is possible to fit two units (for instance, the economy indicator and the choke alarm) into one case for a very economical package. The two boards are kept separate by suitable spacers.
To augment the visual indication of the flashing red LEDs when the engine speed becomes too high, a tone generator (not exactly stereo hi—fi) has been provided. The generator is switched on and off in time with the red LEDs. Diode D6 applies the high level at the output of A4 to frequency·determining network R19/Fl20/C10. A 555 timer, lC3, connected as a rectangular-pulse oscillator generates an audio signal. As the output (pin 3) of IC3 is logic high during nonoperation, capacitor C11 has been connected in series with the loudspeaker: otherwise a constant direct current would flow through R21 and the loudspeaker. Resistor R21 limits the pulsating current during operation of the alarm. This shows yet another unwelcome aspect of the 555: it reacts to a low logic level at its input (pin 2) but not to a trailing edge, which in some cases would be very useful. As long as the voltage at pin 2 is smaller than 0.7 L the output of IC3 (pin 3) remains logic HIGH! This is something to bear in mind if ever you have difficulties with one of your own designs based on the 555
The basic setting (that of P1) has already been discussed: it is valid for most family cars with a maximum safe engine speed of around 6000 rev/min. Next, you need some information from your cars workshop manual. lf you have no copy of this, you should be able to get the information from the supplier or manufacturer.
What you need to know regarding this car fuel efficiency enhancer circuit is : a) maximum engine speed, Nmax rev/min; this value should never be exceeded to prevent possible serious damage to the engine; if you want to be kind to the engine, take the maximum rev/min for the present purpose at a somewhat lower value than that stated by the manufacturer; b) limits of the economic range, N] and N2 (see figure 47), of engine speed; depending upon the type of engine, these limits lie usually at 90. . .95 per cent of maximum moment. Here you have to be a little careful: when this range is kept too narrow (particularly with small engines), it will be difficult to drive within these limits. On the other hand, when it is too wide, you can hardly talk of an optimum range any more. If you have any doubts about all this, have a quiet word with the foreman or manager of your regular service station about where he thinks these limits lie.
Our sample engine had the following limits: N1 = 3000 rev/min; N2 : 4000 rev/min; Nmax : 5800 rev/min. c) the engine speed for a contact breaker frequency of 100 Hz. You may actually calculate this easily when you know how many cylinders your engine has and whether it is a four-stroke or a two-stroke type. If is the frequency of the contact breaker in Hz, N is the engine speed in rev/min, and Z is the number of cylinders, f = NZ/120 (four—stroke), orf = NZ/60 (two-stroke) Everything is now ready for the calibration. The setting of P2 (5 V at MP2) is the yardstick for all further settings: 5 V at l/IP2 correspond to Nmax = 5800 rev/min (set with P2); N1/Nmax 5 V = 3.1 V correspond to N1 = 3000 rev/min (set with P4); N2/Nmax 5 V = 3.8 V correspond to N2 = 4000 rev/min (set with P3). Calibration of the rev counter (strictly, frequency/voltage converter) has already been carried out with the 100 Hz generator.
All cables should be fixed securely to prevent movement and away from moving or hot parts. As it may be that the value of R2 has to be adapted to your car, one of the LEDs may light momentarily totally independently from engine speed. This slight malfunction is soon put right by reducing the value of R2 in steps (minimum value 4k7). lf a rev counter is fitted in the car, you can readily check (and, if necessary, correct) the setting of P1. This can, of course, also be done at your local service station with a test rev counter.
lt’s up to you now to recover the cost of the economy indicator from improved petrol consumption, but, of course, the indicator cannot tell you whether your tyre pressures are correct, whether the engine timing is right, whether the carburettor is adjusted properly, and so on. And, need it be said, racing-type move offs from traffic lights, and screeching to a halt at the next set do not improve your consumption figures. You will soon get used to driving with an eye on your economy indicator and discover that you normally travel just as quickly economically as with those fast get·aways. The often heard remark that economy drivers are traffic obstacles is, you will find, totally unfounded.
lf your car has no space where you can mount the indicator in good view, get a small plastic case and just mount the LEDs in this. This little unit can then be mounted in the instrument panel and connected to the main unit (which is mounted anywhere there is space) by a suitable multi core cable. A tip. It is possible to fit two units (for instance, the economy indicator and the choke alarm) into one case for a very economical package. The two boards are kept separate by suitable spacers.
Action Activated Flash Light Circuit
Very fast acoustic electronic flash releases as used by professional photographers and in quick motion film apparatus for action filming are beyond the means of most amateur photographers.
 Simpler acoustic releases are normally not fast enough: a picture of a burst balloon is not very interesting; one of a burst balloon is! lf you want to film events which happen in a split second and which make a sound at the same time, the circuit described is just right for you. To make possible the filming of events which are over before the sound reaches the camera, we have designed a simple light barrier through which, for instance, a drop of water can be made to fall (see below). The level ( at which the electronic flash fires is then preset by either·Pl. (acoustical) or P2 (light barrier). The output is connected to the timing input of the electronic flash unit. The power supply is no problem: as the current consumption of the circuit is only about 30 mA, a 9 V battery will last quite a time. First a few words about the circuit. IC1, an audio amplifier lC, is used as microphone amplifier with a maximum amplification of 200. IC2 is used here as a monostable multivibrator. lf a pulse caused by a noise input arrives at pin 2 of IC2, it triggers the multivibrator. The output of the multivibrator (at pin 3) triggers thyristor Th1 which in turn triggers the. thyristor in the electronic flash unit. Where the light barrier is used,the part of the circuit to the left of terminals 1
Simpler acoustic releases are normally not fast enough: a picture of a burst balloon is not very interesting; one of a burst balloon is! lf you want to film events which happen in a split second and which make a sound at the same time, the circuit described is just right for you. To make possible the filming of events which are over before the sound reaches the camera, we have designed a simple light barrier through which, for instance, a drop of water can be made to fall (see below). The level ( at which the electronic flash fires is then preset by either·Pl. (acoustical) or P2 (light barrier). The output is connected to the timing input of the electronic flash unit. The power supply is no problem: as the current consumption of the circuit is only about 30 mA, a 9 V battery will last quite a time. First a few words about the circuit. IC1, an audio amplifier lC, is used as microphone amplifier with a maximum amplification of 200. IC2 is used here as a monostable multivibrator. lf a pulse caused by a noise input arrives at pin 2 of IC2, it triggers the multivibrator. The output of the multivibrator (at pin 3) triggers thyristor Th1 which in turn triggers the. thyristor in the electronic flash unit. Where the light barrier is used,the part of the circuit to the left of terminals 1


Headphone Loudness Controller Circuit
Many modern high quality amplifiers have loudness controls built in. In most instances they are manually switched into circuit when required in a few amplifiers the circuit is switched in at all times.
Nevertheless there are innumerable older or present-day low-priced amplifiers that are not fitted with loudness compensation - and it is for units such as these that this simple project has been designed. The device shown is for a mono amplifier two are required for stereo amplifiers. lt can be very simply assembled on tag strips or matrix board, and, when completed connected between your preamplifier and main amplifier. lf yours is an integrated unit it should be readily possible to break into the volume control circuit just connect the unit in series with the slider terminal of the potentiometer. Screened leads may be necessary of long lengths are required. We would like to emphasize that this is a c0mpr0mise circuit. Ideally a loudness control must be designed specifically to suit the amplifier for which it is intended. Also the degree of Loudness compensation should be related to the volume control setting. This latter requirement involves replacing the existing volume control by a suitably tapped potentiometer a device that is not readily available "off the shelf" - so the circuit shown here introduces a fixed amount or compensation that is adequate for moderate listening levels. This circuit will suit most amplifiers quite well ·- and in any case can be adjusted by minor variation of component values if required. `Switch SW1 should be a double·p0le double-throw type if stereo operation is required.

Nevertheless there are innumerable older or present-day low-priced amplifiers that are not fitted with loudness compensation - and it is for units such as these that this simple project has been designed. The device shown is for a mono amplifier two are required for stereo amplifiers. lt can be very simply assembled on tag strips or matrix board, and, when completed connected between your preamplifier and main amplifier. lf yours is an integrated unit it should be readily possible to break into the volume control circuit just connect the unit in series with the slider terminal of the potentiometer. Screened leads may be necessary of long lengths are required. We would like to emphasize that this is a c0mpr0mise circuit. Ideally a loudness control must be designed specifically to suit the amplifier for which it is intended. Also the degree of Loudness compensation should be related to the volume control setting. This latter requirement involves replacing the existing volume control by a suitably tapped potentiometer a device that is not readily available "off the shelf" - so the circuit shown here introduces a fixed amount or compensation that is adequate for moderate listening levels. This circuit will suit most amplifiers quite well ·- and in any case can be adjusted by minor variation of component values if required. `Switch SW1 should be a double·p0le double-throw type if stereo operation is required.
Thursday, September 25, 2014
Accurate Analogue Frequency Meter Circuit
To measure frequency one does not immediately have to ‘go digital’. The analogue approach will invariably prove simpler and cheaper, in particular when the analogue readout (the multimeter) is already to hand. All that is needed is n a plug-in device, a ‘trans1ator’, that will give the meter an input it can ‘under stand’.
This design is based upon an integrated frequency-to-voltage con verter, the Raytheon 4151. The device a is actually described as a voltage-t0 frequency converter; but it becomes clear from the application notes that there is more to it than just that. The linearity of the converter IC is about 1%, so.that areasonably good mul timeter will enable quite accurate b frequency measurements to be made. ·Because the 4151 is a little fussy about tithe waveform and amplitude of its input signal, the input stage of this design is a limiter-amplifier (compara tor). This stage will process a signal of any shape, that has an amplitude of at least 50 mV, into a form suitable for feeding to the 4151. The input of this stage is protected (by diodes) against voltages up to 400 V p-p. The drive to the multimeter is provided by a ·short circuit-proof unity-gain amplifier.
The circuit
Figure1 gives the complete circuit of I the frequency plug-in. The input is safe for 400 V p-p AC inputs only when the DC blocking capacitor is suitably rated. The diodes prevent excessive drive volt ages from reaching the input of the comparator IC1. The inputs of this IC are biased to half the supply voltage by the divider R3/R4. The bias current flowing in R2 will cause the output of ICI to saturate in the negative direction. An input signal of sufficient amplitude to overcome this offset will cause the output to change state, the actual switchover being speeded up by the positive feedback through C3. On the opposite excursion of the inputsignal the comparator will switch back again, so that a large rectangularwave will be fed to the 4151 input. The 4151 will now deliver a DC output voltage corresponding to the frequency of the input signal. The relationship between voltage and frequency is given by:
U/f = R9.R11.C5/0.486(R10+p1) V/Hz
The circuit values have been chosen to give 1V per kHz. This means that a 10 volt f.s.d. will correspond to 10 kHz. Meters with a different full scale deflec tion, for example 6 volts, can, however, also be used. There are two possibilities: either one uses the existing scale cali brations to read off frequencies to 6 kHz, or one sets P1 to achieve a 6 volt output (i.e. full scale in our example) when the frequency is 10 kHz. The latter choice of course implies that every reading will require a little mental gymnastics! With some meters it may be necessary to modify the values of P1 and/or R10; the value of R10 + P1 must however always be greater than 500E · The output is buffered by another 3130 (IC3). The circuit is an accurate voltage follower, so that low frequencies can be more easily read off (without loss of accuracy) by setting the multimeter to a lower range (e.g. 1 V f.s.d.).·The out put is protected against short-circuiting by R12. To eliminate the error that would otherwise occur due to the volt age drop in this resistor, the voltage follower feedback is taken from behind R12; To enable the full 10 volt output to be obtained in spite of the drop in R12 (that has to be compensated by the IC) the meter used should have an internal. resistance of at least 5 kohm). This implies a nominal sensitivity of 500 ohm/volt on the 10 volt range. There » surely cannot be many meters with a sensitivity lower than that. If one has a separate moving coil milliameter available, it can be fitted with a series resistor that makes its intemal resistance up to the value required of a voltmeter giving f.s.d. · at 10 volt input. This alternative makes the frequency meter independent of the multimeter, so that it can bedused to monitor the output of a generator that for some reason may have a dubious scale- or knob-cali bration.
Construction
No trouble is to be anticipated if the circuit is built up using the PC board layout given in figure 2. Bear in imind that the human body will not necess arily survive contact with input voltages that may not damage the adequately rated input blocking capacitor. If one contemplates measuring the frequency of such high voltages the circuit should be assembled in a well-insulated box! The power supply does not need to be regulated, so it can be kept very simple. A transformator secondary of 12 volts, a bridge rectifier and a 470 uF/25 V reservoir electrolytic will do the job nicely. Although a circuit that draws 25 mA is not too well suited to battery supply,one may need or wish to do this. In this case the battery should be bridged by a low-leakage (e.g. tantalum) 10uF/25 V capacitor to provide a low AC source impedance.
Calibration
The calibration can really only be done with an accurate generator. 10 kHz signal is fed to the input and Pl is set to bring the multimeter to full scale deflection (e.g. 10 V). That com n pletes the calibration although it is vwise to check that the circuit is oper ating correctly by using lower input frequencies and observing whether the meter reading is also (proportionately) lower.


A few specifications:
frequency range: 10 Hz . . .10 kHz
input impedance: > 560 k
sensitivity: 50 mV p-p
max input voltage: 400 V peak
minimum load on output: 5 k (if 10 V out required)
This design is based upon an integrated frequency-to-voltage con verter, the Raytheon 4151. The device a is actually described as a voltage-t0 frequency converter; but it becomes clear from the application notes that there is more to it than just that. The linearity of the converter IC is about 1%, so.that areasonably good mul timeter will enable quite accurate b frequency measurements to be made. ·Because the 4151 is a little fussy about tithe waveform and amplitude of its input signal, the input stage of this design is a limiter-amplifier (compara tor). This stage will process a signal of any shape, that has an amplitude of at least 50 mV, into a form suitable for feeding to the 4151. The input of this stage is protected (by diodes) against voltages up to 400 V p-p. The drive to the multimeter is provided by a ·short circuit-proof unity-gain amplifier.
The circuit
Figure1 gives the complete circuit of I the frequency plug-in. The input is safe for 400 V p-p AC inputs only when the DC blocking capacitor is suitably rated. The diodes prevent excessive drive volt ages from reaching the input of the comparator IC1. The inputs of this IC are biased to half the supply voltage by the divider R3/R4. The bias current flowing in R2 will cause the output of ICI to saturate in the negative direction. An input signal of sufficient amplitude to overcome this offset will cause the output to change state, the actual switchover being speeded up by the positive feedback through C3. On the opposite excursion of the inputsignal the comparator will switch back again, so that a large rectangularwave will be fed to the 4151 input. The 4151 will now deliver a DC output voltage corresponding to the frequency of the input signal. The relationship between voltage and frequency is given by:
U/f = R9.R11.C5/0.486(R10+p1) V/Hz
The circuit values have been chosen to give 1V per kHz. This means that a 10 volt f.s.d. will correspond to 10 kHz. Meters with a different full scale deflec tion, for example 6 volts, can, however, also be used. There are two possibilities: either one uses the existing scale cali brations to read off frequencies to 6 kHz, or one sets P1 to achieve a 6 volt output (i.e. full scale in our example) when the frequency is 10 kHz. The latter choice of course implies that every reading will require a little mental gymnastics! With some meters it may be necessary to modify the values of P1 and/or R10; the value of R10 + P1 must however always be greater than 500E · The output is buffered by another 3130 (IC3). The circuit is an accurate voltage follower, so that low frequencies can be more easily read off (without loss of accuracy) by setting the multimeter to a lower range (e.g. 1 V f.s.d.).·The out put is protected against short-circuiting by R12. To eliminate the error that would otherwise occur due to the volt age drop in this resistor, the voltage follower feedback is taken from behind R12; To enable the full 10 volt output to be obtained in spite of the drop in R12 (that has to be compensated by the IC) the meter used should have an internal. resistance of at least 5 kohm). This implies a nominal sensitivity of 500 ohm/volt on the 10 volt range. There » surely cannot be many meters with a sensitivity lower than that. If one has a separate moving coil milliameter available, it can be fitted with a series resistor that makes its intemal resistance up to the value required of a voltmeter giving f.s.d. · at 10 volt input. This alternative makes the frequency meter independent of the multimeter, so that it can bedused to monitor the output of a generator that for some reason may have a dubious scale- or knob-cali bration.
Construction
No trouble is to be anticipated if the circuit is built up using the PC board layout given in figure 2. Bear in imind that the human body will not necess arily survive contact with input voltages that may not damage the adequately rated input blocking capacitor. If one contemplates measuring the frequency of such high voltages the circuit should be assembled in a well-insulated box! The power supply does not need to be regulated, so it can be kept very simple. A transformator secondary of 12 volts, a bridge rectifier and a 470 uF/25 V reservoir electrolytic will do the job nicely. Although a circuit that draws 25 mA is not too well suited to battery supply,one may need or wish to do this. In this case the battery should be bridged by a low-leakage (e.g. tantalum) 10uF/25 V capacitor to provide a low AC source impedance.
Calibration
The calibration can really only be done with an accurate generator. 10 kHz signal is fed to the input and Pl is set to bring the multimeter to full scale deflection (e.g. 10 V). That com n pletes the calibration although it is vwise to check that the circuit is oper ating correctly by using lower input frequencies and observing whether the meter reading is also (proportionately) lower.
A few specifications:
frequency range: 10 Hz . . .10 kHz
input impedance: > 560 k
sensitivity: 50 mV p-p
max input voltage: 400 V peak
minimum load on output: 5 k (if 10 V out required)
noRating
noWeight
True RMS Converter Circuit
An absolute value circuit, using the CA313O is shown. During positive excursions, the input signal is fed through the feedback network directly to the output.
Simultaneously, the positive excursion of the input signal also drives the output terminal (No. 6) of the inverting amplifier negative such that the 1N914 diode effectively disconnects the amplifier from the signal path. During the negative going excursion of the input signal, the CA313O functions as a normal inverting amplifier with a gain equal to R2/R1. When the equality of the two equations shown is satisfied, the full-wave output is symmetrical.
 Peak-detector circuits are easily implemented with the CA3130, as illust- rated. lt should be noted that with large-signal inputs, the bandwidth of the peak-negative circuit is much less than that of the peak-positive circuit. The second stage of the CA313O limits the bandwidth in this case.
Peak-detector circuits are easily implemented with the CA3130, as illust- rated. lt should be noted that with large-signal inputs, the bandwidth of the peak-negative circuit is much less than that of the peak-positive circuit. The second stage of the CA313O limits the bandwidth in this case.

Simultaneously, the positive excursion of the input signal also drives the output terminal (No. 6) of the inverting amplifier negative such that the 1N914 diode effectively disconnects the amplifier from the signal path. During the negative going excursion of the input signal, the CA313O functions as a normal inverting amplifier with a gain equal to R2/R1. When the equality of the two equations shown is satisfied, the full-wave output is symmetrical.
Digital Voltmeter and Ammeter Circuit Module
- This V/I display module is eminently suitable for building into an existing DC power supply, where it gives a precise indication of the set voltage or the current consumption of the load.

- In the voltage range, the decimal point lights on LD3, and the resolution is therefore 100 mV Two current ranges are possible: 0-9.99 A (link a) or 0-0.999 (.999) A (link b).
- The 3-digit readout is based on A/D converter Type CA3l62 and BCD-to-7 segment decoder Type CA3l6l, both from RCA.
- The resulting small negative deviation in the volt- age range is compensated by P2.
- These points should be adjusted in the above order. Two presets, P1 and P3, are required to ensure correct nulling of the module. P1 compensates for the quiescent current consumption of the regulator circuit in the supply.
- When voltage measurement is selected, P4-R1 attenuates the input voltage by a factor 100. Also, point D is pulled low so that the decimal point on the LS display, and the
- The current sensing resistor is therefore either 0Rl or lR0. It is important that Rs does not affect the output volt- age of the supply in question.
- When current measurement is selected, the drop across the sensing resistor is applied direct to the HI-LO inputs of DAC IC1.
- The sensing resistor has such a low value as to render the voltage divider ineffective. There are four adjustment points in the module: P1: current range nulling; P2: full-scale current calibration; P3: voltage range nulling; P4: full-scale voltage calibration.
- The V/I display module is conveniently fed from the unregulated voltage available in the supply (max. 35 V) see points E and F in Fig. 2; bridge rectifier B1 may then be omitted.
- It must, therefore, be fitted ahead of the voltage divider that controls the output voltage. DPDT switch S1 selects between l voltage and current readings.




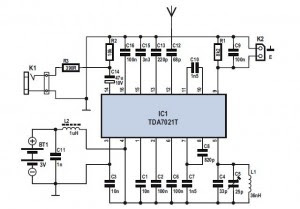
 Here is a very simple VHF FM receiver which is little more than a single IC and a "slack handfull" of capacitors. Note that an external amplifier is a really necessity since the unit only delivers about 70mV of AF.
Here is a very simple VHF FM receiver which is little more than a single IC and a "slack handfull" of capacitors. Note that an external amplifier is a really necessity since the unit only delivers about 70mV of AF.




 Vias (through-linking holes) : 50 mil ( 1 mil = 1/1000th of an inch, 50 mil = 0.05"), assuming 0.8mm drill size (but stick to 65 mil if you can to make drilling accuracy less critical). You can can go smaller with smaller drill sizes, but through-linking will be harder. Pads for normal components and DIL ICs : 65 mil round or square pads, with 0.8mm hole. These will allow a 12.5 mil track to pass between pins. Normal minimum line width 12.5 mil, down to 10 mil if you really need to. Centre to centre spacing of 12.5 mil tracks : 25 mil - slightly less may be possible if your printer can manage it. Take care to preserve the correct diagonal track-to-track spacing on mitred corners (pictured right, grid is 25 mil, track width 12.5 mil).
Vias (through-linking holes) : 50 mil ( 1 mil = 1/1000th of an inch, 50 mil = 0.05"), assuming 0.8mm drill size (but stick to 65 mil if you can to make drilling accuracy less critical). You can can go smaller with smaller drill sizes, but through-linking will be harder. Pads for normal components and DIL ICs : 65 mil round or square pads, with 0.8mm hole. These will allow a 12.5 mil track to pass between pins. Normal minimum line width 12.5 mil, down to 10 mil if you really need to. Centre to centre spacing of 12.5 mil tracks : 25 mil - slightly less may be possible if your printer can manage it. Take care to preserve the correct diagonal track-to-track spacing on mitred corners (pictured right, grid is 25 mil, track width 12.5 mil). I made up a combined unit, with switchable UV and white tubes , so it doubles as an exposure unit and a light-box for lining up double-sided artworks. If you do a lot of double-sided PCBs, it may be worth making a double-sided exposure unit, where the PCB can be sandwiched between two light sources to expose both sides simultaneously.
I made up a combined unit, with switchable UV and white tubes , so it doubles as an exposure unit and a light-box for lining up double-sided artworks. If you do a lot of double-sided PCBs, it may be worth making a double-sided exposure unit, where the PCB can be sandwiched between two light sources to expose both sides simultaneously.  A much much better developer is a silicate based product, which comes as a liquid concentrate. Im told this is sodium metasilicate pentahydrate Na2SiO3*5H2O (RS-Components data sheet item 690-849 and Safety data sheet). See sources below for method for making this developer.
A much much better developer is a silicate based product, which comes as a liquid concentrate. Im told this is sodium metasilicate pentahydrate Na2SiO3*5H2O (RS-Components data sheet item 690-849 and Safety data sheet). See sources below for method for making this developer. You need a good strong light on the board when drilling to ensure accuracy. I use a 12V dichroic halogen lamp (under-run at 9V to reduce brightness) mounted on a microphone gooseneck for easy positioning (shown right). It can be useful to raise the working surface about 6" above normal desk height for more comfortable viewing. Dust extraction is nice, but not essential - an occasional blow does the trick! Note that fibreglass dust & drill swarf is very abrasive and also irritating to the skin.
You need a good strong light on the board when drilling to ensure accuracy. I use a 12V dichroic halogen lamp (under-run at 9V to reduce brightness) mounted on a microphone gooseneck for easy positioning (shown right). It can be useful to raise the working surface about 6" above normal desk height for more comfortable viewing. Dust extraction is nice, but not essential - an occasional blow does the trick! Note that fibreglass dust & drill swarf is very abrasive and also irritating to the skin. If you do any serious amount of PCB work, a small guillotine (cost about £150) is very useful, as its by far the easiest way to cut fibreglass laminate Mega Electronics (see sources) do a very nice one. Ordinary saws (bandsaws, jigsaws, hacksaws) will be blunted quickly unless they are carbide tipped, and the dust can cause skin irritation. Although tempting if avaliable, I would particularly advise against using a bandsaw as it will not only wreck the expensive blade quickly, the inevitable fibreglass dust is likely to do long-term damage to bearings etc.
If you do any serious amount of PCB work, a small guillotine (cost about £150) is very useful, as its by far the easiest way to cut fibreglass laminate Mega Electronics (see sources) do a very nice one. Ordinary saws (bandsaws, jigsaws, hacksaws) will be blunted quickly unless they are carbide tipped, and the dust can cause skin irritation. Although tempting if avaliable, I would particularly advise against using a bandsaw as it will not only wreck the expensive blade quickly, the inevitable fibreglass dust is likely to do long-term damage to bearings etc.  To make cut-outs, drill a series of small holes, punch out the blank and file to size. Alternatively use a fretsaw or small hacksaw, but be prepared to replace blades often. With practice its possible to do corner cutouts with a guillotine but you have to be very careful not to over-cut!
To make cut-outs, drill a series of small holes, punch out the blank and file to size. Alternatively use a fretsaw or small hacksaw, but be prepared to replace blades often. With practice its possible to do corner cutouts with a guillotine but you have to be very careful not to over-cut! When laying out double-sided boards, give some thought to how top connections will be made. Some components (e.g. resistors, unsocketed ICs) are much easier to top-solder than others (e.g. radial capacitors), so where there is a choice, make the top connection to the easier component. For socketed ICs, use turned-pin sockets, preferably the type with a thick pin section under the socket body. Lift the socket slightly off the board, and solder a couple of pins on the solder side to tack it in place, and adjust so the socket is straight.. Solder all the solder side pins, then solder the required top-side pins by reheating the joint on the solder side, while applying solder to the pin and track on the component side, waiting until the solder has flowed all round the pin before removing the heat (pictured right). On dense boards, think carefully about the best order in which to insert sockets to make access to top-side pins easier. When you have finished assembling the PCB, double-check that you have top-soldered all the required top pads, as unsoldered top-side pins can cause intermittent contact and be very hard to track down.
When laying out double-sided boards, give some thought to how top connections will be made. Some components (e.g. resistors, unsocketed ICs) are much easier to top-solder than others (e.g. radial capacitors), so where there is a choice, make the top connection to the easier component. For socketed ICs, use turned-pin sockets, preferably the type with a thick pin section under the socket body. Lift the socket slightly off the board, and solder a couple of pins on the solder side to tack it in place, and adjust so the socket is straight.. Solder all the solder side pins, then solder the required top-side pins by reheating the joint on the solder side, while applying solder to the pin and track on the component side, waiting until the solder has flowed all round the pin before removing the heat (pictured right). On dense boards, think carefully about the best order in which to insert sockets to make access to top-side pins easier. When you have finished assembling the PCB, double-check that you have top-soldered all the required top pads, as unsoldered top-side pins can cause intermittent contact and be very hard to track down. If you need proper through-plated holes, for example to connect to inaccessible top-side pins, or for underneath surface mount devices (linking pins stick out too much for use here), Multicores "Copperset" system works well, but the kit is very expensive (£190). It uses bail bars (pictured right), which consist of a rod of solder, with a copper/tin sleeve plated on the outside. The sleeve is scored at 1.6mm intervals, corresponding to the PCB thickness. The bar is inserted into the hole using a special applicator, and bent over to snap off the single bail in the hole. It is then punched with a modified automatic centre-punch, which causes the solder to splay over the ends of the plated sleeve, and also pushes the sleeve against the side of the hole. The pads are soldered each side to join the sleeve to the pads, and then the solder is removed with braid or a solder sucker to leave a clear plated hole.
If you need proper through-plated holes, for example to connect to inaccessible top-side pins, or for underneath surface mount devices (linking pins stick out too much for use here), Multicores "Copperset" system works well, but the kit is very expensive (£190). It uses bail bars (pictured right), which consist of a rod of solder, with a copper/tin sleeve plated on the outside. The sleeve is scored at 1.6mm intervals, corresponding to the PCB thickness. The bar is inserted into the hole using a special applicator, and bent over to snap off the single bail in the hole. It is then punched with a modified automatic centre-punch, which causes the solder to splay over the ends of the plated sleeve, and also pushes the sleeve against the side of the hole. The pads are soldered each side to join the sleeve to the pads, and then the solder is removed with braid or a solder sucker to leave a clear plated hole.  Fortunately, it is possible to use this system for plating standard 0.8mm holes without buying the full kit. You can buy the bail bars seperately as refills (£24 for 500). For the applicator, use a 0.9mm automatic pencil, (the type which has a tip like the one pictured right, e.g. Berol PCL2000), which actually works much better than the original applicator, as you get one bail for every press of the button, and it has a metal nose instead of the original plastic one. Get a small automatic centre-punch, and grind the tip off so its completely flat - this works fine for punching the bails. For an anvil, use a thick flat piece of metal - the back of a large heatsink is perfect for this - plate all the holes before fitting any components so the bottom surface is completely flat. Holes must be drilled with a sharp 0.85mm carbide drill to get the hole size right for the plating process..
Fortunately, it is possible to use this system for plating standard 0.8mm holes without buying the full kit. You can buy the bail bars seperately as refills (£24 for 500). For the applicator, use a 0.9mm automatic pencil, (the type which has a tip like the one pictured right, e.g. Berol PCL2000), which actually works much better than the original applicator, as you get one bail for every press of the button, and it has a metal nose instead of the original plastic one. Get a small automatic centre-punch, and grind the tip off so its completely flat - this works fine for punching the bails. For an anvil, use a thick flat piece of metal - the back of a large heatsink is perfect for this - plate all the holes before fitting any components so the bottom surface is completely flat. Holes must be drilled with a sharp 0.85mm carbide drill to get the hole size right for the plating process..
